



این مقاله تخصصی، نقشه راهی جامع برای تسلط بر متد مایعات نافذ و ارتقای استانداردهای کنترل کیفیت در پروژههای صنعتی است. با مطالعه این مقاله، دانش فنی لازم برای شناسایی دقیق عیوب سطحی، انتخاب بهینه مواد مصرفی و درک کدهای استاندارد بینالمللی حاصل میشود. این بررسی شامل مکانیسم فیزیکی مویینگی، تاریخچه تکامل تست، الزامات گواهینامههای بازرسی، مقایسه متدهای NDT و معرفی نرمافزارهای مدرن گزارشنویسی است. عیب سطحی، آغازگر تخریب سازه است. بازرسی هوشمند، ضامن ایمنی است. دانش فنی، تفاوت بازرسان خبره است.
فهرست عناوین
- معرفی بازرسی جوش به روش مایعات نافذ (PT): آشکارسازی عیوب پنهان سطحی
- تاریخچه و ویژگیهای منحصر به فرد روش PT
- کاربرد تست مایعات نافذ در صنایع مختلف
- چرا باید به عنوان یک بازرس، روش PT را یاد بگیریم؟
- تجهیزات و مواد مورد نیاز برای انجام تست PT
- پیشنیاز برای تبدیل شدن به یک بازرس PT حرفهای
- بازار کار و فرصتهای شغلی برای بازرسان PT
- استانداردهای جهانی حاکم بر تست PT
- مقایسه روش PT با سایر روشهای بازرسی سطحی
- هزینه انجام تست و دریافت گواهینامه
- معرفی نرم افزار بازرسی جوش و NDT
- جمعبندی: مرور نکات کلیدی بازرسی PT
معرفی بازرسی جوش به روش مایعات نافذ (PT): آشکارسازی عیوب پنهان سطحی
بازرسی غیرمخرب (NDT) شامل روشهایی است که بدون آسیب به قطعه، سلامت آن را پایش میکند. در این میان، پاسخ به پرسش بازرسی جوش به روش مایعات نافذ PT چیست به عنوان یکی از کلیدی ترین متدها برای شناسایی ناپیوستگیهای باز به سطح شناخته میشود. این روش برای تشخیص ترکهای بسیار ظریفی است که با چشم غیرمسلح قابل مشاهده نمیباشد.
اصول فیزیکی این آزمون بر پایه خاصیت مویینگی استوار است. این پدیده به توانایی نفوذ مایع در فضاهای بسیار تنگ، بدون نیاز به نیروهای خارجی اشاره دارد. مایع نافذ با کشش سطحی پایین، به درون ترکها و تخلخلها نفوذ کرده و در آنها محبوس میگردد. نفوذ این مایع حتی در جهت مخالف جاذبه زمین نیز میسر است.
پس از نفوذ، با اعمال ماده ظاهر کننده، مایع از درون ناپیوستگی به سطح کشیده میشود. این عمل باعث ایجاد تصویری بزرگتر و واضح از عیب روی سطح قطعه است. در مهندسی مواد، این تکنیک خط مقدم شناسایی ترکهای خستگی و ذوب ناقص در اتصالات جوشی محسوب میگردد.
دقت این روش در شناسایی ناپیوستگیهای ظریف، آن را به ابزاری بیبدیل در صنایع تبدیل کرده است. محدودیت اصلی این متد، ناتوانی در شناسایی عیوب زیرسطحی است. برای بررسی لایههای داخلی، بازرسان از روشهای مکمل نظیر اولتراسونیک یا رادیوگرافی در کنار این تست بهره میگیرد.
تاریخچه و ویژگیهای منحصر به فرد روش PT

خاستگاه این تکنولوژی به اواخر قرن نوزدهم در کارگاههای راهآهن باز میگردد. بازرسان در آن دوران از روش "نفت و گچ" برای پایش اکسلهای قطار استفاده میکردند. قطعات ابتدا در روغن غوطهور شده و پس از پاکسازی، با لایهای از پودر گچ پوشانده میشد. روغن نفوذ کرده در شکافها توسط گچ جذب شده و لکههای تیره بر سطح سفید پدید میآورد.
در دهه ۱۹۴۰، با اختراع مواد فلورسنت، حساسیت این تست ارتقا یافت. ابداع سیستمهای فلورسنت امکان شناسایی ترکهای میکرونی را در محیطهای آزمایشگاهی فراهم نمود. این تکامل، روش PT را از یک متد سنتی به فرآیندی دقیق با استانداردهای جهانی مبدل ساخت.
سادگی در اجرا و عدم نیاز به تجهیزات پیچیده، امکان انجام بازرسی در سایتهای دورافتاده را به راحتی فراهم میکند. این متد علاوه بر فلزات، بر روی سرامیکها و پلاستیکهای فشرده نیز نتایج دقیقی به همراه دارد. تداوم استفاده از این روش به دلیل هزینه پایین و کارایی بالای آن در محیطهای صنعتی است. توانایی بازرسی قطعات با هندسه پیچیده از دیگر مزایای این تکنیک است. مایع نافذ به دلیل خاصیت سیالیت، به تمامی نقاط غیرقابل دسترس نفوذ میکند. این ویژگی باعث شده تا بازرسی مایعات نافذ اولویت اول در پایش نهایی قطعات ماشینکاری شده باشد.
کاربرد تست مایعات نافذ در صنایع مختلف
گستردگی استفاده از تست PT نشاندهنده اعتماد مهندسان به این متد در پروژههای حساس است. این روش در مراحل مختلف تولید و نگهداری تجهیزات نقش دارد:
- صنایع نفت و گاز: بازرسی جوشهای محیطی در خطوط لوله، مخازن ذخیره و برجهای تقطیر.
- هوافضا: پایش پرههای توربین و ارابههای فرود که تحت استرسهای مداوم است.
- نیروگاه: ارزیابی سلامت بویلرها و لولههای مبدل حرارتی جهت پیشگیری از نشت.
- ریختهگری: شناسایی تخلخلهای گازی و درزهای سرد در قطعات بزرگ.
- خودروسازی: تست قطعات ایمنی نظیر دیسکهای ترمز و بلوکهای سیلندر آلومینیومی.
- پزشکی: بازرسی ایمپلنتهای ارتوپدی جهت اطمینان از عدم وجود ترکهای میکروسکوپی.
در خطوط تولید انبوه، سیستمهای اتوماتیک PT قادر به بازرسی صدها قطعه در ساعت است. این رویکرد علاوه بر حذف خطای انسانی، هزینهها را کاهش میدهد. برای پروژههای نصب در محل، کیتهای پرتابل همچنان انتخاب اصلی بازرسان فنی است.
چرا باید به عنوان یک بازرس، روش PT را یاد بگیریم؟
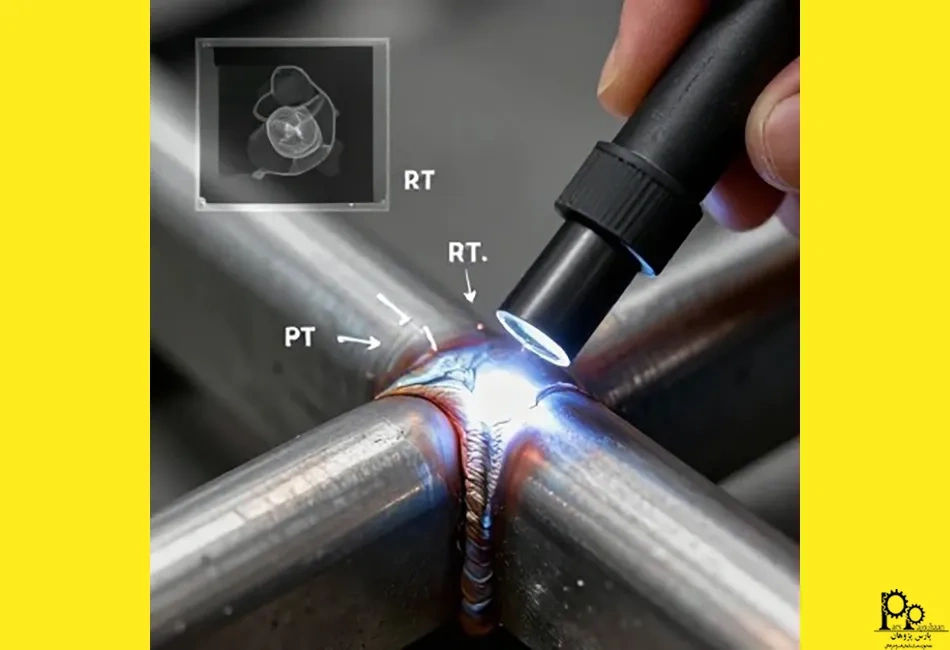
همانطور که در مقاله آشنایی با ۴ روش برتر بازرسی جوشکاری MT، PT، VT و RT، کلید تضمین کیفیت جوش نیز بیان کردیم، تستهای غیرمخرب (NDT) در جوشکاری به منظور ارزیابی کیفیت جوش بدون تخریب قطعه انجام میشوند. چهار روش رایج در این زمینه شامل بازرسی چشمی (VT)، تست مایعات نافذ (PT)، تست ذرات مغناطیسی (MT) و تست رادیوگرافی (RT) هستند که هر کدام مزایا، معایب و کاربردهای خاص خود را دارند.
تسلط بر اصول این بازرسی برای هر مهندس کنترل کیفیت، یک ضرورت استراتژیک است. این دانش درک عمیقتری از متالورژی جوش و فیزیک شکست به بازرس میبخشد. یادگیری این روش به معنای دسترسی به فرصتهای شغلی بیشتر در صنایع بینالمللی است. تست PT از مقرونبهصرفهترین روشها برای تایید سلامت سطح است. در اکثر قراردادهای صنعتی، انجام این تست الزامی قانونی است. نتایج حاصل از این آزمون به صورت بصری و گویا روی قطعه ظاهر میگردد که تفسیر آن را سادهتر میکند.
یادگیری این متد، پیشنیاز ورود به دورههای پیشرفته NDT است. بازرسی که با مفاهیم نفوذ آشنا است، آمادگی ذهنی بیشتری برای پذیرش مفاهیم پیچیده در روشهای آلتراسونیک دارد. این موضوع مسیر ارتقای شغلی از تکنسین به مهندس ارشد را هموار میسازد. بازرسان دارای صلاحیت، جایگاه ویژهای در جلسات فنی و تصمیمگیریهای مهندسی دارد. توانایی تحلیل صحیح نشانههای تست، مانع از توقفهای ناخواسته در خط تولید است. این تخصص ضامن بقای کیفیت در خروجی نهایی پروژهها است.
تجهیزات و مواد مورد نیاز برای انجام تست PT
اجرای استاندارد این آزمون نیازمند مواد شیمیایی با فرمولاسیون تخصصی است. مراحل عملیاتی شامل موارد زیر است:
۱. پاککننده (Cleaner): زدودن چربی و آلودگی از سطح اولین قدم است. تمیزکاری حیاتیترین بخش است؛ زیرا آلودگی مانع ورود مایع به دهانه ترک است.
۲. مایع نافذ (Penetrant): این ماده در دو نوع مرئی و فلورسنت تولید میگردد. نوع فلورسنت به دلیل درخشش زیر نور ماوراء بنفش، حساسیت بالایی برای قطعات حساس دارد.
۳. پاککننده اضافی (Remover): پس از زمان نفوذ، باید مایع اضافی از سطح پاک شود. این عمل با آب یا حلال انجام میگیرد و دقت در آن مانع از بروز نتایج کاذب است.
۴. ظاهرکننده (Developer): این ماده با بیرون کشیدن مایع از شکافها، لکههای رنگی ایجاد میکند. این لکهها نشاندهنده محل دقیق و ابعاد تقریبی عیب است.
استفاده از نورسنجهای دیجیتال برای چک کردن شدت روشنایی محیط الزامی است. کالیبراسیون دورهای این تجهیزات، اعتبار گزارشهای بازرس را تضمین میکند. انتخاب صحیح مواد مصرفی بر اساس جنس قطعه، شرط اصلی موفقیت تست است.
پیشنیاز برای تبدیل شدن به یک بازرس PT حرفهای

ورود به این حرفه مستلزم احراز شرایطی است که در استانداردهای ASNT تبیین شده است. این پیشنیازها ترکیبی از دانش تئوری، مهارت عملی و سلامت جسمانی است. گذراندن دورههای تخصصی با سرفصلهای مصوب برای تمام متقاضیان الزامی است. تجربه عملی تحت نظارت بازرس ارشد از شروط اصلی صدور گواهی است. متقاضی باید ساعات مشخصی را به انجام تست و نگارش گزارش فنی اختصاص دهد. این تجربه به تشخیص تفاوت میان عیوب واقعی و نشانههای کاذب کمک میکند.
سلامت بینایی و قدرت تفکیک رنگ از الزامات غیرقابل چشمپوشی است. بازرسان سالانه تحت معاینات چشمپزشکی با چارت Jaeger J1 قرار میگیرد. هرگونه ضعف در دید رنگی منجر به خطاهای جبرانناپذیر در تایید سلامت قطعات است. آزمونهای نهایی شامل بخشهای عمومی، اختصاصی و عملی است. نمره قبولی در هر بخش نباید کمتر از حد استاندارد باشد. پس از موفقیت، صلاحیت فرد برای فعالیت در پروژههای صنعتی تایید میگردد.
بازار کار و فرصتهای شغلی برای بازرسان PT
نیاز به پایش سلامت تجهیزات در صنایع، بازار کار NDT را با رشد مستمر همراه کرده است. دانشجویان و فارغالتحصیلان مهندسی با ورود به این حوزه، مسیر شغلی متفاوتی را تجربه میکند. حضور در دوره های گروه آموزشی پارس پژوهان بستری برای انطباق دانش با نیاز صنعت است. ارتقای صلاحیت با شرکت در دوره آموزش بازرسی مایعات نافذ PT آغاز میگردد. جهت دریافت مشاوره تخصصی، تماس با شماره تلفن 021- 88322993 امکان ارتباط با کارشناسان را فراهم میآورد.
درآمد متخصصان تحت تاثیر سطح گواهینامه و سوابق اجرایی است. در صنایع نفت و هوافضا، بازرسان دارای صلاحیت از درآمد بالایی برخوردار است. امکان فعالیت پروژهای، انعطافپذیری شغلی بالایی برای متخصصان فراهم میکند.
استانداردهای جهانی حاکم بر تست PT

استانداردها اعتبار و تکرارپذیری هر تست را تضمین میکند. چندین کد مرجع بینالمللی فرآیندها را مشخص کرده است:
- ASME Sec V, Article 6: مرجع اصلی برای فرآیندهای اجرایی در صنایع نفت و نیروگاه است.
- ASTM E165: راهنمای عمومی برای انجام تست در صنایع تولیدی و قطعهسازی است.
- ASME Sec VIII, Appendix 8: این بخش معیارهای پذیرش یا رد قطعه را تعیین میکند.
بر اساس استاندارد، هرگونه اندیکاسیون خطی غیرقابل قبول است و منجر به رد قطعه میگردد. رعایت این کدها ضامن ایمنی عمومی در سازههای تحت فشار است. بازرس موظف به استفاده از آخرین ویرایش این استانداردها در گزارشهای خود است.
مقایسه روش PT با سایر روشهای بازرسی سطحی
انتخاب روش بازرسی نیازمند تحلیل متریال و نوع عیوب احتمالی است. تفاوتهای کلیدی این روشها در جدول زیر است:
|
فاکتور مقایسه |
بازرسی مایعات نافذ (PT) |
بازرسی ذرات مغناطیسی (MT) |
بازرسی چشمی (VT) |
|
مواد قابل بازرسی |
تمام مواد غیر متخلخل |
فقط مواد فرومغناطیس |
تمام مواد مهندسی |
|
محل شناسایی عیوب |
فقط عیوب باز به سطح |
سطحی و اندکی زیرسطحی |
ظاهر خارجی قطعه |
|
سهولت جابهجایی |
بسیار بالا |
متوسط |
بسیار بالا |
|
حساسیت به ترک |
بسیار عالی |
خوب |
پایین |
روش MT به دلیل سرعت بالاتر در فولادهای کربنی ترجیح داده میشود. اما در جوشهای آلومینیومی و استیل، بازرسی PT تنها گزینه معتبر برای شناسایی ترک است.
هزینه انجام تست و دریافت گواهینامه
هزینههای PT در مقایسه با روشهایی نظیر رادیوگرافی، بسیار مقرونبهصرفه است. این هزینهها شامل مواد مصرفی و فرآیند تایید صلاحیت بازرس است. کیتهای استاندارد صنعتی قیمتی مناسب برای بازرسیهای حجیم دارد.
در بخش آموزش، هزینه شرکت در دورهها بر اساس سطح تخصص تعیین میگردد. با توجه به تقاضای بازار، بازگشت سرمایه در این حوزه بسیار سریع است. بازرس دارای گواهینامه، در اولین پروژهها تمام هزینههای آموزش را جبران مینماید.
سرمایهگذاری بر روی دانش NDT از پرسودترین فعالیتهای توسعه فردی برای مهندسان است. تامین مواد مصرفی با کیفیت نیز بخشی از مدیریت هزینهها در پروژههای طولانیمدت است. استفاده از متدهای فلورسنت هرچند گرانتر است، اما دقت بالاتری به همراه دارد.
معرفی نرم افزار بازرسی جوش و NDT
استفاده از نرمافزارهای تخصصی، جایگزین روشهای سنتی گزارشنویسی شده است. این ابزارها دقت ردیابی عیوب را افزایش میدهد. یک نمونه از راهکارهای دیجیتال شامل موارد زیر است:
- AgileNDT: پلتفرمی ابری برای ثبت لحظهای نتایج بازرسی است. این نرمافزار با تولید گزارشهای دارای کد QR، اصالت نتایج را تضمین میکند.
برای دانلود نسخه آزمایشی از وب سایت رسمی آن استفاده کنید.
https://www.agilent.com
استفاده از این ابزار، بازرس را به متخصصی مدرن مبدل میکند. تحول دیجیتال، شفافیت بالایی در پروژههای بزرگ ایجاد نموده است. این نرمافزارها آرشیو دیجیتالی منظمی از سوابق قطعات برای مراجعات بعدی فراهم میسازد.
جمعبندی: مرور نکات کلیدی بازرسی PT
در این تحقیق، ابعاد مختلف بازرسی مایعات نافذ مورد بررسی قرار گرفت. ابتدا مکانیسم فیزیکی مویینگی و نفوذ مایع در ترکهای سطحی تبیین شد. سپس تاریخچه تکامل این متد از روشهای سنتی تا سیستمهای مدرن فلورسنت مرور گردید. کاربردهای وسیع PT در صنایع نفت، هوافضا و خودروسازی به همراه مواد چهارگانه تست معرفی شد.
همچنین الزامات آموزشی بازرسان و استانداردهای جهانی نظیر ASME و ASTM مورد بحث قرار گرفت. تفاوتهای فنی این روش با تستهای مغناطیسی و چشمی در قالب جدول مقایسهای ارائه شد. در نهایت، نقش نرمافزارهای دیجیتال در بهینهسازی فرآیندهای گزارشدهی و مدیریت جوش تاکید گردید. این مجموعه دانش، چارچوب لازم برای درک حرفهای متد مایعات نافذ را فراهم میکند.
نویسنده: علی بهرام همدانی کارشناس ارشد فرآیند صنایع نفت